Gerne beraten und unterstützen wir Sie intensiv bei der Materialauswahl.
Zur Beurteilung kritischer Qualitätseigenschaften strahlgeschmolzener Bauteile stehen der AMR UG umfassende Prüfverfahren zur Verfügung.

SLM® 280 HL Twin
Die Laser-Strahlschmelzanlage SLM®280 HL stellt einen Bauraum von 280 x 280 x 365 mm³ und eine patentierte Doppelstrahltechnik bereit. In der SLM®280 HL Twin werden Bauteile mit zwei Faserlasern über jeweils eine 3D-Scanoptik belichtet. Somit wird je nach Anordnung der Bauteile eine bis zu 80% höhere Volumenbaurate erzielt.
Anlagenparameter
| Bauraum in mm (x/y/z) | 280 x 280 x 365 |
| Laserleistung | 2x 400 W, Yb-Faser-Laser |
| Baugeschwindigkeit | 20 ccm/h / 45 ccm/h |
| Typ. Schichtdicke | 20 μm - 100 μm |
| min. Spurbreite / Wandstärke | 150 μm / 1000 μm |
| Operativer Strahlfokus | 80 µm |
| Typ. Belichtungsgeschwindigkeit | 300 mm/s - 1200 mm/s |
EOSINT M 290
Als eines der führenden Systeme für die Additive Fertigung eignet sich die EOSINT M 290 zur Fertigung von hochwertigen Werkzeugeinsätzen, Prototypen und Endprodukten direkt aus Metall. Seine hohe Produktivität und ergonomische Peripherie machen das System zu einem idealen Produktionssystem für eine wirtschaftliche, losgrößenangepasste Additive Fertigung von Bauteilen in allen Phasen des Produktlebenszyklus.
Anlagenparameter
| Bauraum in mm (x/y/z) | 250 x 250 x 325 |
| Laserleistung | 400 W, Yb-Faser-Laser |
| Baugeschwindigkeit | - |
| Typ. Schichtdicke | 20 μm - 100 μm |
| min. Spurbreite / Wandstärke | 150 μm / 1000 μm |
| Operativer Strahlfokus | 100-500 µm |
| Typ. Belichtungsgeschwindigkeit | 100 mm/s - 1000 mm/s |

Aluminium
Aluminium weist eine Dichte von 2,7 g/cm3 auf und hat einen Schmelzpunkt von 660°C. Für die Verarbeitung im Laser-Strahlschmelzprozess stehen verschiedene Legierungen zur Verfügung. Typische Legierungszusätze sind Silizium, Magnesium, Mangan und Zink.
Datenblätter
| EOS Aluminium AlSi10Mg | |
| SLM Aluminium |

Edelstahl
Durch den gezielten Einsatz von Legierungsbestandteilen sind die Eigenschaften dieser Materialien präzise einstellbar. Selbst Korrosionsbeständige Stähle lassen sich so herstellen. Diese als Edelstähle bezeichneten Werkstoffe zeichnen sich durch einen geringen Stickstoff- und Phosphoranteil von unter 0,025% aus.
Datenblätter
| EOS Stainless Steel 316L | |
| EOS Titanium Ti64 | |
| SLM Werkzeug und Edelstahl | |
| SLM Titanpulver |

Kobalt-Chrome
Aufgrund hoher Härte werden Kobalt-Chrom Legierungen häufig für Zahnprothesen eingesetzt. Dies hängt auch mit der guten Biokompabilität des Materials zusammen. Da es sehr zäh ist, wird es häufig gegossen und ist nur bedingt zerspanbar. Weitere Anwendungen finden sich bei Prothesen sowie Knie- und Hüftgelenkimplantaten.
Datenblätter
| SLM Kobalt Chrome | |
| EOS Kobalt Chrome MP1 |
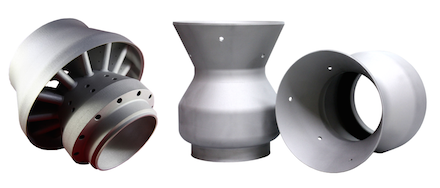
Nickelbasislegierung
Obwohl das Material Inconel 718 bereits in den frühen 60er Jahren des letzten Jahrhunderts entwickelt wurde, ist es immer noch das meisteingesetzte Material für Flugturbinen- Bauteile mit einer Betriebstemperatur bis 650°C. Inconel vereint Korrosionsbeständigkeit und hohe Festigkeit mit sehr guter Schweißbarkeit und Beständigkeit gegen Rißbildung an den Schweißnähten.
Datenblätter
| SLM Nickelbasislegierungen | |
| EOS NickelAlloy IN625 | |
| EOS NickelAlloy IN718 | |
| EOS NickelAlloy HX |
Werkzeugstahl
Der Werkzeugstahl 1.2709 zeichnet sich durch höchste Festigkeit in Verbindung mit großer Zähigkeit aus. Die Bauteile können nach dem Bauprozess maschinell nachbearbeitet werden und durch eine entsprechende Wärmebehandlung auf 50 - 54 HRC nachgehärtet werden.
Datenblätter
| SLM Werkzeug und Edelstahl |
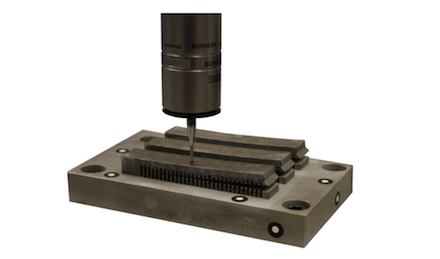
Koordinatenmesstechnik
Mit der Koordinatenmessmaschine C3 5.4.4 der Firma Nikon steht der Additive Manufacturing UG ein weites Anwendungsspektrum bei der Messung kleiner und mittelgroßer Fertigungsteile zur Verfügung. Durch die Vielzahl an Tasterkombinationen erstrecken sich die Einsatzgebiete von der Qualitätskontrolle, der Prozessüberwachung, der Produktionsüberwachung, bis hin zur Prototypenentwicklung sowie dem Reverse Engineering.
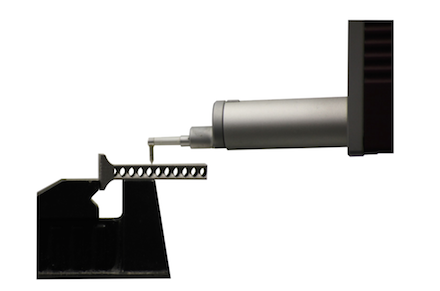
Oberflächenmesstechnik
Es ist fertigungstechnisch nicht möglich, eine geometrisch ideale Werkstückoberfläche herzustellen, der Laser-Strahlschmelzprozess macht hier keine Ausnahme. Die durch das Fertigungsverfahren bedingte regelmäßige oder unregelmäßige Abweichung der messtechnisch erfassten Ist-Werkstückoberfläche zur geometrisch idealen wirklichen Werkstückoberfläche wird nach DIN 4760 erfasst. Erfasst wird die Oberflächenbeschaffenheit mit dem Tastschnittgerät Surftest SJ-402 der Fa. Mitutoyo Messgeräte GmbH.
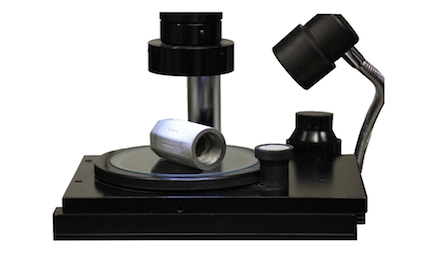
Mikroskopie
Für Einzeluntersuchungen präparierter Proben sowie deren Bewertung und Dokumentation steht der Additive Manufacturing & Research UG unter anderem ein Auf- und Durchlicht-Digital-Zoom-Mikroskop Di-Li 2004 der Firma Distelkamp-Electronic zur Verfügung. Neben der Feststellung der Gefüge oder weiterer Anforderungen (Korngrößenanalyse etc.) wird die Mikroskopie weiter zur Auswertung und Beurteilung qualitätssichernder Gesichtspunkte innerhalb der Pulverqualifizierung erfolgreich eingesetzt.